We are pleased to explain our services to you:
![]()
![]()
The whole world of technical textiles

We are Europe's largest service provider in the field of textile finishing and specialists for materials used in the automotive, aerospace, industrial, construction, medical and clothing sectors.
Print Scroll
Company
Premium expertise for premium customers
Lindenfarb Textilveredelung is Europe's largest service provider in the field of textile finishing. As experts in our field, we offer our customers an advisory service and use cutting-edge production technology to finish innovative technical textiles. The overwhelming majority of our customers are in the premium segment of the automotive industry but also include producers and companies from industry, medicine, construction and many other sectors.
Our range of services encompasses surface treatments such as napping, shearing, crumpling, calendering, chintzing and embossing, as well as dyeing, bleaching, washing, cleaning, coating and high-grade finishing of textiles. We currently employ more than 300 motivated employees. With a production area of approx. 33,000 sqm, we are able to achieve a finishing capacity of more than 50 tonnes per day. Our annual turnover is over 30 million euros.


















History
Innovative drive. Yesterday, today and tomorrow
Today's Lindenfarb Textilveredelung emerged from the Lindenfarb company in 1925. Formerly known as Karl Fürgang, the company had been in existence since the 18th century.
The company became involved in the dyeing and finishing of knitted fabrics in 1934.
In 1948, Raimund Probst handed over the company to his son Julius Probst. When capacity outgrew the main plant in Aalen in 1950, it was decided to construct a new building and relocate the company headquarters.
Lindenfarb Textilveredelung has been located at its current headquarters in Aalen-Unterkochen since 1952. In 2017, RADIAL Capital Partners became the new majority owner of Lindenfarb.
2
Mission statement

Quality in processes and products
A combination of consulting expertise, knowledge of market developments and ability to recognise and react to trends make us an innovative and reliable development partner. A position that comes with responsibilities. We always strive to obtain zero-defect quality in everything we do.
Using cutting-edge machinery, our highly skilled workforce produce textiles of a production quality that meet or even exceed our customers’ high demands. On time and flexible, of course.
We always act responsibly toward the environment and our resources. Meeting the needs of our clients is the main focus of our entire company. Reliable, honest and fair. Quality-conscious and hard-working.
3

Areas of application
Automotive

We finish visible and invisible, decorative and functional textiles for the automotive sector, such as headliners, columns, parcel shelves, shading articles, seat depth adjustments, seat springs, wind deflectors, piping, cable sheathing, which have to meet extremely high demands in terms of quality, durability and load-bearing capacity, regardless of their intended use. We are mainly active in the premium sector for the following OEMs: Daimler, BMW, Audi, Porsche, VW, Ford, Volvo, Ferrari, Toyota, Opel.
2
Aerospace

Technical textiles dyed or refined by Lindenfarb can also be found in the aerospace industry, e.g. visible in the interiors of aircraft cabins, invisible as cable sheathings or seat springs.
3
Medicine

Textile implants, products for wound care, orthopaedics, rehabilitation, hygiene and surgical equipment. Textiles in this industry are subject to strict quality requirements, especially with regard to the preparations used in the textile manufacturing process, such as oils and other additives, which must be completely removed. Lindenfarb is even able to meet these high standards of quality thanks to the various textile cleaning processes and modern machinery.
4
Advertising media

In addition to classic textiles such as awning fabrics, sun and privacy protection, tents and flag fabrics, we also finish textiles on a large scale for the expanding market of advertising banners, textiles for light boxes and trade fair construction. Thanks to our special finishing processes in this area, our customers are able to obtain optimum results in applying colours for long-lasting, high-resolution textile prints.
5
Construction

Textiles perform functional and decorative tasks in and on buildings. Beside classic textiles such as plaster nets, heat-insulating, magnetic or odour-absorbing textiles, roofing and wall coverings, we are also increasingly producing textiles with new features, i.e. those that shield mobile phone radiation and electro-smog and offer WLAN protection from the outside. By leveraging our many years of expertise we are able to realise research results for production.
6
Industry

Technical textiles are essential in industrial applications and production processes: Lindenfarb develops finishing processes for new intelligent applications beside classic textiles such as grinding wheel velours, antistatic textiles, filter and cleaning systems, microfibre cleaning cloths or base materials for composite materials and transport packaging.
7
Clothing

Lindenfarb also develops textiles for workwear beside textiles for functional clothing in the sports and leisure sector. Specific professional groups are the fire service, steelworkers, forestry and road construction workers, military and security personnel. The most common items in demand beside classic functions such as protection against temperature and moisture, are reflective textiles and textiles reinforced by the use of coating. Lindenfarb also realises the new functions developed under laboratory conditions in industrial production processes in this field, thereby enhancing the safety of all professional groups.
8
Home textiles

Fabrics finished by Lindenfarb can also be found in the home textiles range, especially in high-quality mattress cover fabrics and upholstery fabrics.
9
Washing and cleaning
For optimum results in the finishing and dyeing process of textiles, the raw materials supplied must be completely free of all the various accompanying substances used in manufacturing the raw materials prior to processing.
This is done by washing or cleaning. Our company has numerous washing systems with different technologies at its disposal. This includes continuous plants with different widths and washing temperatures. The products can also be washed discontinuously.
Lindenfarb is one of the few companies in Europe to have a continuous chemical cleaning plant for rolled goods.

Raw fabric
 Rohware
RohwareWe use varying types of textiles depending on what our customers intend to do with their textiles: elastic and non-elastic knitwear, warp-knitted, woven, felt or non-woven fabrics in various material compositions of mainly synthetic and vegetable fibres or a combination of the two. As Europe's largest service provider in the field of textile finishing with many years of expertise and state-of-the-art machinery, Lindenfarb is naturally in a position to finish all these types of textiles.
2
Preparing the goods
 Warenvorbereitung
WarenvorbereitungThe grey goods are supplied in a variety of shapes, as jumbo rolls, small rolls, doubled, in tubes or stacked on pallets. After unloading, they are subjected to an initial visual inspection and prepared for the subsequent finishing process. We have four dry cutting machines in different widths and five alternative spreading machines for this purpose.
3
Goods pre-treatment

Preparations (oils, waxes, etc.) that were helpful in yarn and surface production are counter-productive in finishing. To guarantee optimal results, the grey goods must be cleaned of these impurities as best as possible. We have numerous systems with different widths available to quickly and flexibly remove these impurities. There are also various washing machines in widths up to 360 cm, bleaching plants in various versions (full width and hank form), a washing-drying-facility up to 210 cm and dry cleaning up to 290 cm.
4
Dry cleaning

Chemical cleaning of textiles is an additional way of removing preparations that are difficult to wash out. It offers the advantage of cleaning textile materials without leaving any residue, essential for further processing, e.g. laminating and bonding. Lindenfarb is one of the few companies in Europe to have a continuous dry-cleaning system for rolled goods.
5
Dyeing
In order to meet the constantly growing demands of the market and the ever-increasing customer requirements in terms of quality, we offer our customers a wide range of flexible textile dyeing options in our dyeing plant. Depending on your requirements, you will find a hank dyeing plant and a beam dyeing plant, as well as continuous wide dyeing using the thermosol process. As a result, we can achieve perfect top quality colour results for your products.

Dyeing lab

Our state-of-the-art dyeing laboratory is an important centre of excellence for Lindenfarb, making us a major development partner beyond the premium customers in the automotive industry.
Where the exact colour tone throughout the entire production or the reproducibility of follow-up jobs is concerned, the high colour quality must always endure over a long period of time. Special requirements in the automotive sector not only apply to exact colour accuracy, for example, but also to a very high degree of colour fastness.
This is not so in the medical sector. Here, the colour must remain the same, even after many industrial washes.
Our ability to meet the stringent requirements and quality standards is thanks to the select, superior quality finishing products, our extensive expertise and many years of experience.
To achieve optimum results, we create sample dyes in the laboratory, taking into account the intended use and fulfilling the degree of fastness required by the respective market segment.
We are able to use fully automatic sample dyeing – i.e. from solution to dyeing – in our laboratory dyeing plant.
Once the customer has approved the sample dyeing, we use a colorimeter to measure the colour sample for series production and store this electronically in our recipe management system.
2
Beam dyeing
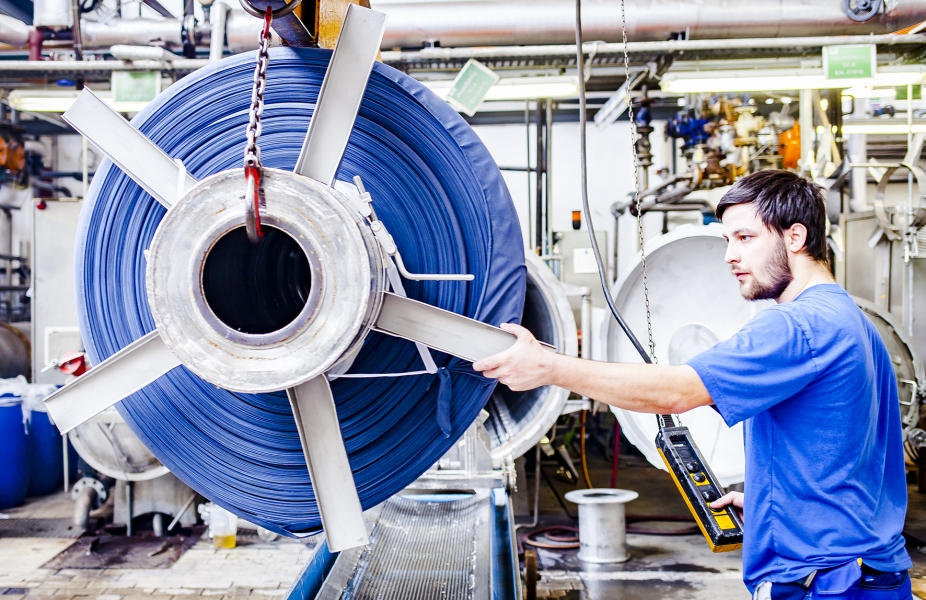
In beam dyeing, dye liquor (dye and chemical additives) is forced through the textile, which is wound around a beam with perforated holes along the barrel. The dye liquor migrates onto or into the rolled textile by means of a temperature and time-controlled dyeing process. To fulfil our customers’ orders, we have 21 different beam dyeing machines with capacities ranging from 10 to 1,000 kg and a maximum dyeing width of 330 cm.
3
Rope dyeing

In our rope dyeing plant, the goods are passed through a so-called dye liquor (dye and chemical additive) via various goods transportation systems. The dye migrates onto or into the moving textile by means of a temperature and time-controlled dyeing process. Circular knitted fabric can also be processed in its tubular form. We have13 large machines (HT-Roto- and I-Master machines) up to 1,000 kg filling capacity as well as 6 sample and small dyeing machines up to 300 kg filling capacity, with a maximum dyeing width of 360 cm for this purpose.
4
Finishing
Our technology is extremely advanced and perfectly equipped for precision treatment of textiles at the highest standards of quality. We develop unique finishing recipes tailored exactly to the needs of our customers and dress the textiles to meet the specified requirement profile. Different processes are combined with each other. Spray application is also possible in addition to padding application.
We use state-of-the art machinery to ensure finishing processes are of a consistently high level of quality.

Chemical finishing / Chemical dressing and heat setting

All processing steps are documented in full to ensure we can reproduce identical finishing results for subsequent orders.
We have a wide variety of differently designed stenters, dryers and tumbler units, allowing us to process textiles ranging from 80 to 360 cm. As with dyeing, we can also make advance samples for finishing in the laboratory. A variety of chemical finishings can be realised:
- flame-retardant finishing
- printing pre-processing
- hydrophobic finishing
- hydrophilic finishing
- dirt-repellent finishing
- antibacterial finishing
- fungicide finishing
- handle finishing (soft/hard)
- finishing with fragrances/wellness products
- anti-static finishing
- and many more.
2
Raising
Several raising rollers gradually work out individual fibres from the textile composite, resulting in a denser fabric, a soft touch, a more or less fluffy surface and more volume. Warp knitting and circular knitting products, velour, semi-velvet and fleece as well as high-quality automotive items and also raised velvet and velvet with laid pile are brushed on a wide variety of machine lines and equipment for raising with card wire.
4
Shearing

With sheared items, raised fibres are cut off with the aid of a shearing knife or loop plush is cut open, so that a beautiful uniform plush look is created. This process is mainly used to enhance product quality after previous mechanical surface treatments such as napping. We have a variety of shearing machines with different cutting tools for the production of velvet, velour, plush, terry, velour, velveteen, etc. based on circular knit or warp-knit fabric as well as woven fabric products.
5
Crumpling

In crumpling, the textile is placed in the so-called crumpling boiler as a hank and compressed to form irregular folds. The boiler is then closed and steamed until the creases (crumples) are fixed into the goods.
6
Embossing/Chintzing

Pattern embossing gives the textile a different surface by means of pressure and temperature. Chintzing achieves gloss and fabric compression. As with all finishing processes, it is essential that machines and tools are perfectly coordinated to ensure a high level, long-term product quality, which will continue even after many uses. Embossing with transfer printing is possible. For embossing, we have a variety of embossing designs in a processing width of 160 cm. Individual embossing rollers with special designs can be produced on request.
7
Coating

Textiles are being used in a growing number of new areas and consumers constantly expect more from them, as a result, coating is gaining more and more importance. Many of these new functions can only be done by coating. We produce functional coatings using polyacrylate, acetate, latex, polyurethane and silicone as a basis. The coating is carried out by the direct coating method (air-roller doctor blade) using aqueous dispersions. The coating agents can be applied in paste form or by means of stable or unstable foam. The processing width is 210 cm.
Our coating systems and continuous quality control ensure consistently high product quality throughout the entire textile web. The direct coating process helps us to optimise textiles for their future application:
- reinforcing
- flame retardant
- magnetic
- non-slip
- coloured
- water repellent
- dirt repellent
- fungicide
- heat-reflecting
8
Washing-drying line

Textiles are generally subjected to various preparation processes before the actual finishing process. This is usually done in several steps using different machines. Lindenfarb has partnered with leading textile machine manufacturers to design a system in which textiles are subjected to the various preparation steps in a single operation. It enables washing, drying, padding, fixing and finished tensioning in a single step. Eliminating various intermediate steps increases product quality, on the one hand, and on the other, combining several process steps into one operation means a lower mechanical and thermal load.
9
Final inspection
The goods undergo a final quality control at the end of the finishing process. Numerous review chairs and automatic defect inspection facilities are available for this purpose. We inspect the goods for irregularities of any kind, e.g. yarn, warp knitting and knitting defects, soiling or damage. We then mark these defects according to customer requirements and assemble the rolls to the customer’s desired width.


On request, we can create a test certificate or error report for each batch. We can also respond to a variety of customer requirements, ranging from sleeves to special packaging using corrugated cardboard and produce customised customer labels such as VDA or EDI labels.
2
Testing lab

We test, document and, if required, issue test certificates tailored to the customer’s requirements in our modern textile laboratory.
3
Final colour inspection
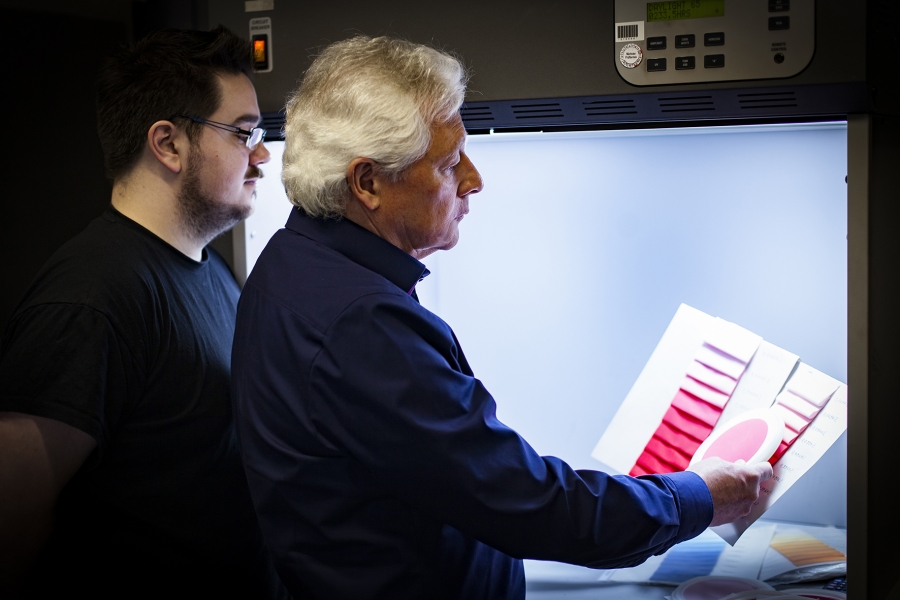
We visually or metrologically check and document colour before delivering the finished product.
4
Employees
Where qualification meets motivation
Textile finishing tailored to meet the specific needs of customers using innovative high-tech solutions, requires a lot of manpower. It demands a high level of expertise from each member of staff. Their qualifications and motivation form the basis of our success and your satisfaction. We always treat our workforce responsibly, reliably and fairly. Not only do we offer training and further education opportunities, we also have flexible working hour models. Staff turnover at Lindenfarb is extremely low. One of the main reasons is almost certainly down to these attractive services and the open, team-oriented approach we take. Many of Lindenfarb’s employees have been here for decades and use their knowledge and skills to the benefit of our customers and company.


Occupational health and safety policy

Highest priority: Health and safety
Only healthy employees are motivated and efficient employees. That is why we are committed to promoting health and safety at work. This includes ensuring all workplaces are designed safely, ergonomically and in line with health requirements and we continuously improve them according to the latest findings. Training and instruction also raise the awareness of our employees for health and safety in the workplace.
Hazards are largely avoided through risk assessments as well as far-sighted thinking in the design and construction of production plants. In the unlikely event of an accident or near-accident, we ensure it is thoroughly investigated so that we can take effective measures to prevent a recurrence. Textile additives, dyes and operating materials may only be used after testing and approval, if they pose no hazard, CMR materials are excluded from use. The required personal protective equipment is available to our employees, appropriate instructions and inspections are given on a regular basis.
3
Career & training

Your speculative application

Contact us directly and apply by e-mail, telephone or post:
Lindenfarb Textilveredelung GmbH
Färberstraße 10
73432 Aalen-Unterkochen
Deutschland
phone: +49 (0)7361-578-0
fax: +49 (0)7361-578-325
email: personalabteilung@lindenfarb.de
5
Further education

We offer our employees the opportunity to further their education and to become:
- State Certified Master Craftsman in Textiles
- Textile Technician in Finishing
- Bachelor/Master of Art (University of Applied Sciences, DHBW)
- Bachelor/Master of Science (University of Applied Sciences, DHBW)
- Bachelor/Master of Engineering (University of Applied Sciences, DHBW)
6
Exemplary environmental and energy policy
Our responsible environmental and energy policy is not just a unique selling point in the German textile industry. Lindenfarb's top priority is to protect the environment in all production processes, conserve resources, minimise emissions, avoid waste and to recycle as far as possible.
As part of its managerial tasks, our management is personally committed to defining the environmental and energy policy, its goals and responsibilities and to implement these wherever possible. It is directly responsible for the environment/energy/safety division, which monitors all environmentally and energy-relevant processes and the products that leave our company. We have appointed both an environmental and energy management officer for this purpose.
The installed environment/energy/safety division takes environmental and energy aspects into account in the preliminary stages of new developments, in the selection of raw materials and construction of new installations or modifications to existing plants, and also considers consumer protection issues and environmental consequences at the same time.

Complying with all relevant laws and regulations is essential for our actions. Having an open dialogue with customers, authorities and the general public is important to us. Training courses and internal audits provide our employees with a high level of environmental and energy awareness. Our goal is to continuously improve energy efficiency in the planning and implementation of our processes. Internal and external audits serve to monitor the effectiveness of our environmental and energy management systems and to identify potential for improvement.
2
Waste water

The introduction of water-saving processes, e.g. program-controlled dyeing processes, water recycling (if technically possible) and the increased use of continuous plants, has significantly reduced water consumption. After entering an equalisation and buffer basin, the waste water passes through a two-stage decolourisation plant – its type and size are unique in Europe. Not only does decolouration take place here, it also significantly eliminates ingredients. It is followed by a two-stage biological purification and final clarification.
3
Energy

By using combined heat and power generation coupled with a gas engine to generate our own electricity, we are able to achieve a high level of efficiency. We can reduce CO2 emissions as a result, making a valuable contribution to ecology and preserving biodiversity. We also consider the importance of energy and energy efficiency when selecting our suppliers.
4
Air

Lindenfarb has been playing a pioneering role in the field of exhaust air purification since the 1970s. We partnered with specialist companies to develop and install innovative exhaust air purification systems, which were then used by other textile finishers. All textile auxiliaries, dyes and chemicals used by us are subject to strict ecological and toxicological testing in order to avoid any adverse effects on the environment even before they enter production. However, should exhaust air be generated during the thermal refining processes, it is cleaned using the aforementioned state-of-the-art exhaust air cleaning technology – often developed in-house by Lindenfarb – as needs, before it is discharged under optimised conditions.
5
Waste

We collect and separate the various types of waste within the company and give great consideration to the best possible way of recycling and recovering energy. Take-back agreements with chemical and dye suppliers regarding the containers and, in particular, the return of unused test quantities guarantee environmentally sound disposal of this waste. We also constantly try to avoid waste as far as possible by using a system of data acquisition, monitoring and optimisation processes.
6
Noise protection

When acquiring new plants, suppliers are given strict specifications with regard to the noise emitted by the plants. As a result, noise protection within the company has improved dramatically over the last couple of years. By using soundproof walls and a large number of mufflers around the existing exhaust air and ventilation systems, we have also been able to reduce the noise emitted in the plant’s immediate surroundings.
7
Works fire department

Founded in 1973, the works fire department is an essential part of the company. The fire department is prepared for fires and fire prevention on company premises. Thanks to appropriate training, it is able to act quickly and efficiently in dealing with accidents involving hazardous substances.
8
Certifications
ISO 9001:2015
Since 1996, Lindenfarb has been certified according to this international standard based on the principles of quality management described in ISO 9000 (customer focus, leadership, inclusion of people, process-oriented approach with PDCA cycle, improvement, fact-based decision-making, relationship management).
2
ISO 14001:2015
This international standard offers our company a framework for action to protect the environment and to react to changing environmental conditions in line with socio-economic requirements. It defines requirements that allow us to reduce possible adverse effects of environmental conditions, to continuously improve environmental performance and to achieve the intended results of the environmental management system. The application of the system therefore makes an essential contribution to legal conformity and thus also to the legal security of our company.
3
ISO 50001:2018
This international standard enables us to establish and maintain the systems and processes necessary to improve energy-related performance, including energy efficiency, use and consumption. On the one hand, its application contributes to legal compliance with energy law requirements, and on the other, the application and certification of this energy management system is the prerequisite for energy tax refunds.
4
STANDARD 100 by OEKO-TEX®
Standard 100 – tested for harmful substances – identifies textile products which have been tested for harmful substances by an OEKO-TEX® Institute and that meet all the strict conditions specified for this standard, depending on the product class and the appendix used. Lindenfarb currently has three certificates, which can be traced back to 1997.
5
TOP



Lindenfarb Textilveredelung GmbH
Färberstraße 10 · D-73432 Aalen-Unterkochen · phone: +49 (0)7361-578-0